News

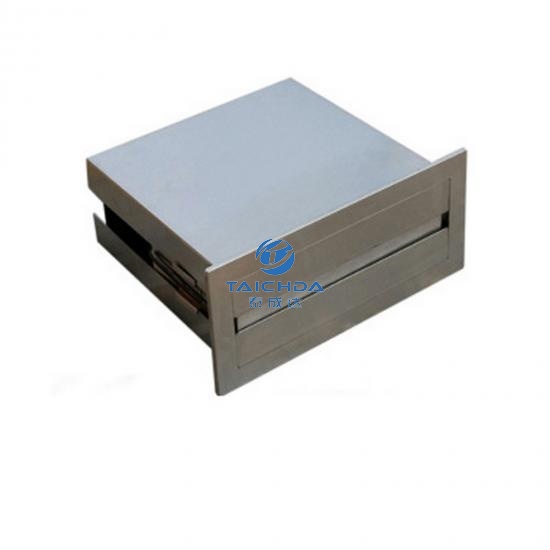
In order to better use the waterproof stainless steel 304 tissue dispenser, let's introduce it from two aspects: installation and maintenance. Installation: drilling and adhesive Core points and techniques of maintenance 1. Rust and corrosion prevention Material maintenance: 304 stainless steel has strong corrosion resistance, but it may still be corroded by long-term exposure to strong acids and alkalis (such as bleach and toilet cleaners). If accidentally touched, it should be immediately rinsed with clean water and wiped dry. Environmental control: Kitchen tissue boxes should be kept away from high-temperature areas on the stove to avoid long-term attachment of oil fumes. Toilet tissue dispensers need to be kept ventilated to reduce moisture erosion. Regularly wipe the surface with a dry cloth. 2. Maintenance of hardware components Hinges/rails: Regularly (every 3-6 months) apply a small amount of food grade lubricant (or specialized hardware lubricant) to the hinges and drawer rails to maintain smooth opening and closing, reduce noise and wear. Check if the screws are loose and tighten them in a timely manner to avoid sagging of the door panel or drawer. Handle/Lock: Wipe the surface of the handle with a dry cloth during cleaning to avoid using corrosive cleaning agents and prevent the coating from peeling off; If the lock is stuck, a small amount of graphite powder can be dripped in for lubrication. 3. Surface protection measures Film protection: Transparent scratch resistant film can be applied to the surface (especially in high-frequency contact areas), and the film should be replaced regularly to protect the shell. Polishing maintenance: Apply stainless steel special care agent to the surface every six months, wipe it with a soft cloth until it is shiny, form a protective film, and enhance the ability to resist dirt and rust. 3、 Targeted maintenance for different scenarios 1. Kitchen stainless steel 304 tissue dispenser Key protection: prevent oil stains and acid and alkali (such as cleaning immediately after soy sauce or vinegar spills). Cleaning frequency: Wipe the surface with a damp cloth daily, deeply clean once a week with a neutral cleaner, and increase the cleaning frequency near the stove with a tissue box. Internal maintenance: Keep the interior dry. 2. Stainless steel tissue box in the bathroom Moisture prevention key: After each use, dry the surface moisture of the counter top and box in a timely manner, install exhaust fans to maintain ventilation, and reduce scale deposition. Sealing inspection: Regularly check whether the sealant at the connection between the cabinet and the wall is cracked, and promptly repair the sealant to prevent water vapor from seeping in. 4、 Taboos and Misconceptions Reminder Disable cleaning tools: ❌ Rough tools such as steel wire balls, hard brushes, sandpaper, etc. can damage the surface protective layer and increase the risk of rust. ❌ Chlorine containing cleaning agents (such as 84 disinfectant) and strong acid and alkali cleaning agents can easily corrode the surface of stainless steel, causing discoloration or rusting. Avoid prolonged humidity: ❌ After cleaning, do not dry off the moisture, especially at gaps and welds, as residual moisture can easily cause oxidation and corrosion. Do not use incorrect maintenance products: ❌ Ordinary engine oil and lubricating oil may contain impurities. It is recommended to use specialized stainless steel care products to avoid residual oil stains from adsorbing dust. 5、 Emergency response and long-term maintenance plan Sudden stain treatment: If liquid such as soy sauce or coffee spills, immediately use a damp cloth to absorb the liquid, and then wipe it with a neutral cleaner to avoid seeping into gaps or long-term residue. Regular inspection cycle: Monthly: Check the surface of the dispenser for scratches, rust, and loose hardware. Quarterly: Deeply clean once, including internal partitions, drawer bottom plates, and apply hardware lubricant. Every year, professional personnel are required to conduct a comprehensive inspection (such as sealing at welding points, loss of plate thickness, etc.) and promptly repair potential problems. Through the cleaning and maintenance measures of the above system, the appearance smoothness and structural stability of the stainless steel tissue box can be effectively maintained, extending its service life and reducing later maintenance costs.
Read More
With the continuous demand for aesthetics and durability, stainless steel 304 material is increasingly being used in industrial control cabinets. Stainless steel 304 material has its unique and important advantages. Let's take a look together. 1.Beautiful appearance Stainless steel is mainly composed of chromium and nickel elements, so the appearance of the product is mostly silver bright, with a smooth and glossy surface. Carbon steel metal is mainly composed of carbon and iron elements, so the appearance of the product is mostly black. Its surface is relatively dull and cannot compare to the smooth and glossy surface of stainless steel. 2. Strong corrosion resistance The corrosion resistance of stainless steel is better than that of carbon steel because stainless steel contains a higher amount of chromium element. Chromium element reacts with oxygen to form a chromium oxide layer on the surface of stainless steel metal, preventing the metal from being corroded. However, the surface of carbon steel cannot form a chromium oxide layer, so its corrosion resistance is relatively poor. 3. Low magnetism Stainless steel is often non-magnetic or weakly magnetic because it typically contains nickel, which suppresses or removes the magnetic properties of the product. 4. High scalability The ductility of stainless steel is better than that of carbon steel because stainless steel has a high content of nickel elements, which have good ductility. Therefore, the ductility of stainless steel is also good. Carbon steel contains very little nickel element, which can be ignored, so its ductility will be relatively poor. SS304 industrial control cabinets have a long service life and good durability. In addition, SS304 also has high electrical conductivity and low thermal expansion coefficient, so SS304 industrial control cabinets have good electrical and mechanical properties.
Read More
The International Labor Day of 2025 is coming soon. On this special day, we wish all workers, whether physical or mental, a relaxed, comfortable, and joyful holiday. Wishing all hardworking and dedicated colleagues at Zhangzhou Taichengda Metal Products Co., Ltd have the opportunity to relax, release your emotions, and enjoy a wonderful time during this May Day holiday. Wishing everyone a happy May Day International Labor Day! May Day holiday: May 1st, 2025- May 5th, 2025 Love you all Demi Wu Zhangzhou Tai
Read More
Analysis of Mirror Surface Treatment Technology for Stainless Steel Surface Drawing Surface brushing/satin Metal wire drawing is a decorative method that is very common in life. It can be made into straight lines, threads, corrugations, chaos and swirls. This kind of surface treatment has the characteristics of good hand feeling, fine gloss and strong abrasion resistance. It has a wide range of applications in electronic equipment, home appliances, and mechanical equipment. Mirror treatment The mirror treatment of stainless steel is simply to polish the surface of stainless steel. The polishing method is divided into physical polishing and chemical polishing. It can also be partially polished on the surface of stainless steel. The polishing grade is divided into ordinary polishing, ordinary 6K, fine grinding 8K, super fine grinding 10K effect. The mirror gives a feeling of high-end simplicity and a stylish future. Spraying Stainless steel spraying is substantially different from the above coloring treatment. Some paints may damage the stainless steel surface oxide layer due to the difference in materials. However, some sprays can be used to achieve different colors of stainless steel products in a simple process, and different sprays can be used to change the feel of stainless steel.
Read More
Application of Tungsten Arc Welding in the Welding of Stainless Steel Sheet Welding principle TIG welding is a kind of open arc welding. The arc is stable and the heat is concentrated. Under the maintenance of inert gas (argon), the welding pool is pure and the weld quality is good. However, when welding stainless steel, especially austenitic stainless steel, the reverse side of the weld is also required to stop maintenance, otherwise it will produce severe oxidation, affecting weld formation and welding performance. Welding characteristics The welding of stainless steel sheets has the following characteristics: (1) The stainless steel sheet has poor thermal conductivity and is easily burned directly. (2) The welding wire is not required for welding, and the base material is directly fused. Therefore, the quality of stainless steel sheet welding is closely related to the operator, equipment, materials, construction methods, external environment during welding, and testing. In the welding process of stainless steel sheet, no welding consumables are required, but the following information is requested to be high: First, the purity, flow rate and argon-passing time of argon gas, and second, tungsten electrode. (1) Argon gas Argon is an inert gas and is not easy to react with other metal materials and gases. Because of the cooling effect of the airflow, the weld heat affected zone is small and the weldment deformation is small, which is the most ideal maintenance gas for tungsten argon arc welding. The purity of argon must be greater than 99.99%. Argon is mainly effective for stopping the molten pool. During the welding process, the air is prevented from corroding the molten pool and causing oxidation. At the same time, effective air isolation is stopped for the weld area, the weld area is maintained, and the welding performance is improved. (2) Tungsten The surface of the tungsten electrode should be lubricated, the end must be sharpened, and the concentricity is good. In this way, the high-frequency arc striking is good, the arc stability is good, the melting is deep, the molten pool can be kept stable, the weld bead is formed well, and the welding quality is good. If the surface of the tungsten electrode is burned out or there are defects such as contaminants, cracks, shrinkage holes, etc., the high-frequency arc striking is difficult during the welding, the arc is unstable, the arc is drifting, the molten pool is dispersed, the appearance is expanded, the penetration is shallow, and the weld is welded. Poor forming and poor welding quality. Conclusion 1) The stability of tungsten argon arc welding is good, and the shape of different tungsten poles has a great influence on the welding quality of stainless steel sheets. 2) Flat-tipped taper tip tungsten electrode welding can improve the double-sided forming rate of single-sided welding, reduce the heat affected zone of welding, make the weld bead beautiful, and have better comprehensive mechanical properties. 3) Welding defects can be effectively prevented by using the correct welding method.
Read More
How to reduce the occurrence of burrs in the laser cutting production First check if there is a problem with the laser output. Is the spotted spot very round (the circle indicates that the lateral distribution of the laser energy is uniform and the cutting quality is good) Check if the lens in the laser transmission process is dirty, or if the lens is dirty, and the lens has small cracks that are not easily visible to the naked eye, which will affect the transmission of the laser. This is by an adjustment of the process parameters. If the burrs generated after laser cutting of stainless steel have a certain hardness, it is very difficult to take time and affect the appearance. It is best to solve it from the root cause. First of all, the purity of the auxiliary gas is high, and it is very important to change the purity of a gas supplier with a better quality. Then the anti-cutting parameters are adjusted to the best, the focal length, cutting speed, power, running time, etc. Sub-adjustment (please let the professional engineer debug), the parameters provided by the machine can not cut the delicate workpiece, so only after many attempts can the burr be minimized
Read More
In order to enhance the positive working feelings of all employees, the company specially arranged the tug-of-war competition for the May Day Labor Day, and conducted departmental competitions in part, and awarded the first prize, the second prize and the third prize according to the actual results.
Read More
In order to enhance the company's cohesiveness and enrich the festive atmosphere, our company will hold a large-scale dinner for all employees during the Mid-Autumn Festival every year.
Read More
Highlight the market capacity of metal cutting machine tool equipment advantage of considerable On the one hand is the GDP growth rate in the fall, on the other hand, CPI is also in decline, affected by economic fluctuations, in 2014 China's equipment manufacturing industry growth rate of decline. With the construction of China ASEAN Free Trade Area "along the way" to accelerate and promote the construction of our country in 2015, the export situation will improve the equipment. Analysts believe that the world factory related personnel, the rapid growth of China's equipment manufacturing industry in 2015 will become the new norm, the strong momentum of development of high-end equipment manufacturing. Highlights the advantages of high-end equipment, the market capacity is considerable Chinese Academy of Social Sciences in Beijing publishing industry blue book points out, Chinese manufacturing industry is entering a new stage towards the end, the advantages of traditional labor-intensive and resource intensive products, low skill and technology intensive products is gradually weakening, high-end skills and technology intensive product advantage is climbing accumulation. Influenced by the international and domestic economic environment is complex and changeable, the equipment manufacturing industry of our country although the growth rate has declined, but the overall trend for the better, is expected to show steady overall, a slight upward trend. A new round of technological revolution is underway, the transformation and upgrading of equipment manufacturing will greatly speed up the pace, intelligent manufacturing equipment, marine engineering equipment, advanced rail transportation equipment, new energy vehicles and other high-end equipment manufacturing will become a new growth point. According to a survey released on the staff of the high-end equipment manufacturing industry market report. In addition to the intelligent equipment manufacturing industry in 2015 sales revenue reached 1 yuan, according to forecasts, the next ten years the global marine engineering equipment to build an annual market size of $60000000000 to $50000000000, the future of China's marine engineering equipment to meet the domestic market rate will increase to 60%, increase international market share to 20%. Rail transportation equipment, is expected to 2015, the subway mileage will reach 3904 km, the total investment of more than 800000000000. Along the way, "international business card made by high-end equipment" Affected by the "along the way" strategic planning as well as the High-speed Rail construction boom, engineering machinery, railway equipment industry will usher in a new round of growth. High-speed Rail equipment is the representative of the high-end equipment manufacturing and the best choice in emerging market countries there is a huge demand, the merger of North and South car number High-speed Rail production to achieve global High-speed Rail quantity half the level of Alpine EMU, unique in the world, the global rail equipment manufacturing giant was born. On the export side, high-end equipment manufacturing exports is "along the way" an important part of the strategy, but also the need of industrial upgrading, and the traditional manufacturing China image is labor-intensive products with low added value of output, the urgent need to "Star" to change the international market for Chinese manufacturing knowledge. Benefit from the national "along the way" of regional economic strategy and the $40000000000 Silk Road Fund, High-speed Rail, nuclear power, engineering machinery and other equipment products export growth is expected in 2015 will be greatly improved, the annual export growth will remain at around 8%. The next 5-10 years, high-end equipment manufacturing industry in China will enter a period of rapid development. Analysts believe that the world factory staff, by the economic environment improves, the rapid growth of China's equipment manufacturing industry in 2015 will become the new norm, the demand for high-end equipment manufacturing will continue to heat up, the annual output value of the equipment manufacturing industry in our country has more than $14, to 2015, high-end equipment manufacturing industry reached 6 one trillion is not a problem.
Read More
Laser cutting machine industry should be combined with the development situation of continuous adjustment In recent years, China's manufacturing industry has many problems, restricting the rapid progress. Laser cutting machine industry as part of the manufacturing industry, is also facing many problems, so the laser cutting machine industry needs to be combined with the current development situation of China's manufacturing industry to adjust. The rapid development of economy Chinese, through the introduction and imitation, laser cutting machine to quickly lower the threshold, to speed up the progress of the localization of laser cutting machine, private enterprises taking advantage of the rise, the international brand air plant. With the speed up transformation and upgrading, the inevitable emergence of various problems in the enterprise, become an obstacle to the transformation of the industry. Vicious competition Laser cutting machine price is mainly decided by the cost of production cost, technology, brand and market environment. Some laser equipment enterprises for their own business interests, at the expense of the price war to promote product sales, leading to confusion in the market. Vicious competition not only leads to the production of laser cutting machine malaise, so many business interests, but the development of the industry to a certain extent affected. The lack of core competitiveness Laser cutting machine industry competition is a work in just ways, legal compliance, cooperation and win-win, inclusive of competition. Laser cutting industry competition, first, to enhance the core competitiveness of enterprises, the second is to have a good marketing tool. Laser cutting machine market need to jointly safeguard, we must set up the correct concept of competition, in order to establish a healthy market competition environment, to better promote the development of laser industry, and promote the progress and development of society. In the laser cutting machine is more and more mature today, between the various brands, products and the competitiveness of enterprises, has not been a single element of competition, in addition to the price, quality and other dominant factors, an important aspect of services, value added, channel, enterprise development strategies and implicit elements of enterprise and brand long-term development, sustainable development of competition.
Read More
The sheet metal can be gold plate. The word comes from the English platemetal, is generally some sheet metal stamping die by hand or to produce plastic deformation, the formation of the desired shape and size, and further to form more complex parts by welding or machining small. The main processes of shearing, bending, bending forming, buckle side welding, riveting, requires a certain knowledge of geometry. Sheet metal pieces of hardware that is thin, it is through stamping, bending, stretching and other means to the processing of parts, a broad definition is in the process of constant thickness of parts. Corresponds to the casting, forging, machining parts, etc..
Read More
Evaluation of welding and welding process of the use of materials 1, evaluation of welding materials used According to the requirements of the actual working condition and the structure of the corresponding technology, put forward the test items necessary. All welded joints will withstand a certain load (dynamic or static load is less, so any requirements of welding structure, almost all the tests of mechanical properties at room temperature and most of them are for the welded joint, and others in the weld metal. Joint work in high or low temperature conditions, it is necessary to test the corresponding temperature: such as creep rupture strength test, the material to determine the high temperature properties (creep limit and the pupa becomes elongation and creep rate, rupture strength and endurance limit elongation and section shrinkage rate of the corresponding temperature); Charpy V notch impact test to determine the impact of joint under low temperature toughness and impact toughness of the material was measured by the drop weight test; the nil ductility transition temperature. Corrosive conditions in the medium, the corrosion resistance test should be carried out in different (such as resistance to general corrosion, intergranular corrosion, pitting corrosion, crevice corrosion test). In the wear condition wear test shall be conducted accordingly (such as abrasive wear test, wear test, impact resistance and wear test). Aging embrittlement of materials, joint should be thermal strain aging embrittlement sensitivity test. 2, evaluation of welding materials Refers to the evaluation of the welded joints have the tendency of welding defects, to make reasonable welding procedure specification (WPS) support. With steel, for example, is the main chemical composition of materials as the basis for indirect assessment of "carbon equivalent" to the joint and crack resistance test of direct test method.
Read More
25 basic concepts of sheet metal processing (1): refers to the use of pressure riveting press or hydraulic press the fastening nuts riveting pressure, pressure riveting screws or nuts riveting pressure column piece firmly connected on the workpiece process. (2): the first riveting workpiece hole, then the press or hydraulic machine to rivet nuts firmly connected on the workpiece process. (3): refers to the use of the process is similar to the parent pull riveting. Pull the mother gun rivet nuts (POP) connection firmly attached on the workpiece process. (4): refers to the riveter riveting tool pin two or more than two workpieces are closely linked with the process of pulling. Riveted by rivets (5): two or more than two workpieces in process surface together, if the countersunk head riveting, the workpiece to sink hole. (6): refers to the process of cutting angle on the angle resection using die in the press or hydraulic machine. (7): refers to the workpiece by the bending process of the forming of bending machine. (8): refers to the process of forming mold is used in ordinary punch, or other device on the workpiece deformation. (9) cutting: refers to the material through the process to get a rectangular plate shears. (10): refers to the workpiece material through the process of LASER cutting and CNC punching blanking. (11): refers to the process of blanking die processing in ordinary punch, or other devices to get the product shape. (12): refers to the process of punching workpiece by ordinary punch and die machining. (13): refers to the process of punching convex hull in the press or hydraulic press mould for the forming of the torus. (14) red tear: also called the "Red Bridge", refers to the press or hydraulic press die for the forming process of the same shape as the bridge. (15) draw hole: also called the "edge", refers to the use of the mold in the ordinary punch or other equipment on the forming process of the workpiece hole edge turning. Process. (16): refers to the process of tapping process of internal thread on the workpiece. (17) leveling: refers to the workpiece, the workpiece is not flat, smooth process using other devices. (18) back to the teeth: refers to the process of workpiece with teeth on the advance of the repair of second thread. (19): refers to the process of drilling holes on the drill in drilling or milling machine. (20): refers to the use of a mold, chamfer, grinding machine on the cusp of the workpiece machining process. (21): refers to the process of developing die out of words, symbols or other imprinted on the workpiece.. (22): refers to a similar connection hole countersunk head screws with a class, and the machining process with taper hole on the workpiece. (23): refers to the process of film formation on the transition of a certain shape. (24) red mesh: refers to the ordinary punch or die on the workpiece of CNC punch press out of the hole mesh. (25): refers to the use of the reaming bit or milling cutter to process the workpiece hole to hole.
Read More
Dear everyone, You are lovely. No matter what position you are in, it is extraordinary. Each of you is extraordinary, a hero fighting for the company's sheet metal industry, and a source of pride for the company. No matter how busy, the quality of life is still necessary; No matter how tired you are, you still need to find some leisure time to satisfy your physical and mental needs. May Day is coming soon, let's cherish the good opportunity, relax our body and mind, and cheer for ourselves! Happy May Day! May Day holiday: May 1st, 2024 to May 5th, 2024 Zhangzhou Taichengda Metal Products Co., Ltd 29.04.2024
Read More






 IPv6 network supported
IPv6 network supported