







How to reduce the occurrence of burrs in the laser cutting production First check if there is a problem with the laser output. Is the spotted spot very round (the circle indicates that the lateral distribution of the laser energy is uniform and the cutting quality is good) Check if the lens in the laser transmission process is dirty, or if the lens is dirty, and the lens has small cracks that are not easily visible to the naked eye, which will affect the transmission of the laser. This is followed by an adjustment of the process parameters. If the burrs generated after laser cutting of stainless steel have a certain hardness, it is very difficult to take time and affect the appearance. It is best to solve it from the root cause. First of all, the purity of the auxiliary gas is high, and it is very important to change the purity of a gas supplier with a better quality. Then the anti-cutting parameters are adjusted to the best, the focal length, cutting speed, power, running time, etc. Sub-adjustment (please let the professional engineer debug), the parameters provided by the machine can not cut the delicate workpiece, so only after many attempts can the burr be minimized
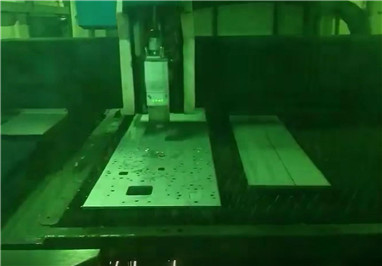
Stainless steel, carbon steel, aluminum, copper and other metal materials can be laser cut. Steel plates with thickness less than 20mm can be cut. Different sizes and shapes can be made. Here we are the "Zhangzhou Taiyan Metal Co., Ltd", sheet metal fabrication manufacturer in China.
Read More
Location
No.25 Shunhe Road, Yintang Industry Area, Changtai, Zhangzhou City, Fujian, ChinaPhone
0086 18150680917





 English
English Deutsch
Deutsch español
español العربية
العربية


